

-
Nisan 26, 2026
- 0 Comment
Enjeksiyon Kalıplar için Kalıp Boşluğu ve Kalıp Lokması
Her başarılı enjeksiyon kalıplama projesi, kalıbın özü olan boşluk ve çekirdekle başlar. Bu iki bileşen sadece parçayı şekillendirmekle kalmaz; doğruluğunu, dayanıklılığını ve genel kalitesini doğrudan etkiler. Boşluk ve çekirdek doğru şekilde tasarlanıp üretildiğinde, tutarlı ve yüksek hassasiyetli parçalar elde edilebilir; aksi takdirde, genellikle kusurlar, malzeme israfı ve maliyetli üretim gecikmeleri meydana gelir.
Bu blog yazımızda, kalıp boşluğu ve çekirdeğine daha yakından bakacağız: bunların ne olduklarını, aralarındaki farkları ve istikrarlı ve güvenilir bir üretim sağlamak için nasıl birlikte çalıştıklarını inceleyeceğiz.
1. Kalıp boşluğu nedir?
Kalıp boşluğu, erimiş plastik malzemenin aktığı ve nihai ürünün şeklini aldığı plastik enjeksiyon kalıbındaki boş alandır . Enjeksiyon kalıplamanın kritik bir parçasıdır çünkü parçanın boyutsal doğruluğunu, yüzey kalitesini ve genel kalitesini doğrudan etkiler. Tek boşluklu bir kalıpta, enjeksiyon döngüsü başına bir parça üretilirken, çok boşluklu kalıp tasarımında, üretim verimliliğini artırmak için aynı anda birkaç özdeş parça oluşturulur.
Kalıp tasarımı yapılırken, duvar kalınlığı, yüzey dokusu ve malzeme seçimi gibi faktörler, tutarlı dolum sağlamak ve kusurları en aza indirmek için çok önemlidir. Doğru kalıp boşluğu tasarımı, hassas kalıp üretimiyle birleştiğinde, mükemmel tekrarlanabilirlik ve estetik görünüme sahip yüksek kaliteli parçalar elde edilmesine yardımcı olur.
2. Kalıp Çekirdeği Nedir?
Kalıp çekirdeği, plastik enjeksiyon kalıbının, nihai parçanın iç özelliklerini şekillendiren ve bir bileşen içindeki oyuk veya girintili alanları oluşturan katı kısmıdır. Çekirdek kalıplamada, çekirdek, parçanın tüm geometrisini tanımlamak için kalıp boşluğuyla birlikte çalışır. Genellikle P20, H13 veya S136 gibi çelikler olan kalıp çekirdeği malzemesinin seçimi, dayanıklılığı, ısı iletkenliğini ve tekrarlanan enjeksiyon döngüleri sırasında aşınmaya karşı direnci etkiler.
İyi tasarlanmış bir kalıp çekirdeği, doğru fırlatmayı sağlar, çarpılma riskini azaltır ve çoklu boşluklu enjeksiyon kalıplama süreçleri boyunca sıkı toleransları korur. Hassasiyeti, hem işlevsel hem de estetik gereksinimleri karşılayan yüksek kaliteli plastik enjeksiyon kalıpları üretmek için çok önemlidir. Mühendisler, kalıp çekirdeği boşluğunu tasarlarken soğutma, havalandırma ve yüzey işlemesini dikkate almalıdır, çünkü bu faktörler üretim verimliliğini ve kalıplanmış parçaların tutarlılığını etkiler.

“We can easily manage if we will only take, each day, the burden appointed to it. But the load will be too heavy for us if we carry yesterday’s burden over again today, and then add the burden of the morrow before we are required to bear it factorial non.”
Rebert Kosta
3. Kalıp Boşluğu ve Kalıp Çekirdeği Arasındaki Fark
3.1 Fonksiyonel Farklılık
Temel işlevsel fark, kalıp boşluğunun parçanın dış yüzeylerini şekillendirmesi, kalıp çekirdeğinin ise delikler, yuvalar veya girintiler gibi iç özellikleri oluşturmasıdır. Boşluklu kalıplamada, erimiş plastik parçanın dış yüzeyini kopyalamak için boşluğun etrafında akar, oysa çekirdekli kalıplama iç yapıların doğru şekilde oluşturulmasını sağlar. Birlikte, kalıp çekirdeği boşluğu parçanın tüm geometrisini tanımlar.
3.2 Malzeme ve Dayanıklılık
Kalıp gövdeleri, tekrarlanan enjeksiyon döngülerine, yüksek basınca ve termal strese dayanabilmek için genellikle daha yüksek mukavemetli çelikler (H13, S136 gibi) gerektirir. Buna karşılık, estetik görünüm öncelikli ise kalıp boşluklarında P20 veya benzeri malzemeler kullanılabilir. Doğru kalıp üretimi, hem gövdenin hem de boşluğun binlerce döngü boyunca boyutsal kararlılığını ve yüzey kalitesini korumasını sağlar.
3.3 Tasarım ve Üretim Hususları
Çoklu boşluklu bir kalıp tasarlamak, hem kalıp çekirdeğinin hem de kalıp boşluğunun dikkatli bir şekilde hizalanmasını gerektirir. Önemli hususlar arasında soğutma kanalları, havalandırma, eğim açıları ve fırlatma sistemleri yer alır. Kalıp çekirdeği boşluğunun optimize edilmesi, özellikle çoklu boşluklu enjeksiyon kalıplama sistemlerinde, eğrilme, eksik atışlar veya batma izleri gibi kusurların önlenmesine yardımcı olur.
3.4 Üretim ve Kalite Üzerindeki Etki
Kalıp boşluğu öncelikle dış yüzeylerin kozmetik görünümünü ve boyutsal doğruluğunu etkilerken, kalıp çekirdeği iç toleransları, montaj uyumunu ve fonksiyonel özellikleri etkiler. Enjeksiyon kalıp tasarımında her ikisi arasında denge kurmak, tutarlı parça kalitesi, azaltılmış çevrim süresi ve verimli seri üretim sağlar.
4. Kalıp Çekirdekleri ve Boşlukları İçin Malzemeler
Enjeksiyon kalıp tasarımı ve üretiminde kalıp çekirdeği ve kalıp boşluğu için seçilen malzeme, dayanıklılığı, maliyeti ve yüksek kaliteli parçaların verimli bir şekilde üretilebilme yeteneğini doğrudan etkilediği için kritik öneme sahiptir. Seçim, kalıplanan plastik türü, üretim hacmi, parça karmaşıklığı ve plastik enjeksiyon kalıpları için istenen yüzey kalitesi gibi faktörlere bağlıdır.
4.1 Sertleştirilmiş ve Yarı Sertleştirilmiş Çelikler
Sertleştirilmiş kalıplar için yaygın olarak kullanılan malzemeler arasında P20, 738, 738H, 718, 718H, NAK80, 2316, 2316A, S136 ve diğerleri yer almaktadır. Bu çelikler mükemmel aşınma direnci, termal kararlılık ve işlenebilirlik sunar. Yüksek mukavemetli kalıplar veya ağır hizmet uygulamaları için 2344, 8407, SKD11, SKD61 gibi çelikler yaygın olarak kullanılmaktadır.
P20: Genel amaçlı, orta ila yüksek hacimli üretim için uygundur (100.000–1.000.000 adet).
H13 / 718: Yüksek hacimli veya ağır hizmet tipi üretim (500.000 ila birkaç milyon parça) için idealdir, ısıya ve basınca dayanıklıdır.
S136 / 2316: Kozmetik veya yüksek parlaklık gerektiren parçalar için seçilmiştir, üretim aralığı 100.000–500.000 adettir, ayna cilalı kalıplama için korozyona dayanıklıdır.
4.2 Paslanmaz Çelik
Paslanmaz çelik, kalıpların aşındırıcı plastiklere veya nemli ortamlara maruz kaldığı durumlarda kullanılır. Genellikle 50.000 ila 300.000 parça arasında değişen düşük ila orta hacimli üretim için uygundur ve yüksek toleranslı veya dekoratif kalıp iç boşluklarında yüzey bütünlüğünü korur.
4.3 Alüminyum Alaşımları
Alüminyum, genellikle 100.000 adetten az parça üretimi gibi düşük hacimli üretimlerde veya prototip kalıplarında sıklıkla kullanılır. Avantajları arasında daha düşük maliyet, daha hızlı işleme ve daha hızlı soğutma için mükemmel ısı iletkenliği bulunur. Bununla birlikte, alüminyum çelikten daha az dayanıklıdır ve çekirdek kalıplama uygulamalarında daha hızlı aşınabilir.
4.4 Berilyum Bakır
Berilyum bakır, ısı dağılımını iyileştirip deformasyonu azaltarak, kalıbın lokalize soğutma alanları veya kalın duvarlı bölümleri için idealdir. Genellikle 10.000 ila 200.000 parça arasında değişen düşük ila orta hacimli üretim için uygundur ve sıklıkla çelik kalıp boşluğuna yerleştirilen parçalar olarak kullanılır.
4.5 Geleneksel Olmayan Malzemeler
Hızlı prototipleme veya çok düşük hacimli üretim için epoksi veya 3 boyutlu yazıcıyla üretilen kalıplar maliyet açısından avantajlıdır. Düşük dayanıklılıkları nedeniyle üretim birkaç yüz ila 5.000 parça ile sınırlıdır ve karmaşık veya yüksek hassasiyetli plastik enjeksiyon kalıpları için uygun değildirler.
5. Kalıp Çekirdekleri ve Boşluklarının Üretim Süreci
Enjeksiyon kalıp üretiminde kalıp gövdelerinin ve kalıp boşluklarının üretimi hassas ve çok aşamalı bir süreçtir. Bu süreç, her bir plastik enjeksiyon kalıbının boyutsal doğruluk, yüzey kalitesi ve dayanıklılık açısından yüksek standartları karşılamasını sağlar. Tipik iş akışı şunları içerir:
1. Tasarım ve DFM Analizi – Mühendisler, kalıp çekirdeği ve kalıp boşluğunun detaylı 3 boyutlu modellerini oluşturarak çekirdek kalıplama ve boşluk kalıplama özelliklerini optimize ederler. Özellikle çoklu boşluklu enjeksiyon kalıplama için, kusurları önlemek ve tutarlı dolum sağlamak amacıyla akış yolları, soğutma kanalları ve ejektör sistemleri planlanır.
2. CNC İşleme – Kalıp çekirdeği ve boşluğu, seçilen çelik veya alüminyumdan yüksek hassasiyetli CNC makineleri kullanılarak oyulur. Doğru uyum ve yüzey kalitesini garanti etmek için sıkı toleranslar (±0,01 mm) korunur.
3. EDM ve Tel Kesme – Karmaşık geometriler, derin yuvalar, girintiler veya ince detaylar için EDM (Elektrikli Deşarj İşleme) ve tel kesme yöntemleri uygulanır. Bu adım, yüksek hassasiyetli plastik enjeksiyon kalıplarında hassas kalıp çekirdeği boşlukları üretmek için gereklidir.
4. Yüzey İşleme ve Parlatma – Kalıp boşlukları ve çekirdekleri, parça gereksinimlerine göre parlatılır, doku verilir veya kaplanır. Estetik parçalar için ayna yüzeyler uygulanırken, dokulu yüzeyler işlevsel performansı artırır.
5. Montaj ve Deneme Çalıştırması – Kalıp çekirdeği ve boşluğu birleştirilir ve test enjeksiyonları yapılır. Bu adım, akış dengesini, fırlatmayı ve yüzey kalitesini kontrol ederek kalıbın üretim koşulları altında doğru şekilde çalışmasını sağlar.
6. Ayarlama ve Son Kontrol – Deneme sonuçlarına göre gerekli düzeltmeler yapılır. CMM (Koordinat Ölçme Makinesi) incelemesi, sertlik testi ve görsel kontroller, tam ölçekli üretime geçmeden önce hem kalıp gövdelerinin hem de kalıp boşluklarının tasarım özelliklerini karşıladığını doğrular.
6. Kalıp Boşluğu ve Kalıp Çekirdeği İçin Tasarım Hususları
6.1 Soğutma Sistemi Tasarımı
İyi tasarlanmış bir kalıp boşluğu ve kalıp çekirdeği, optimize edilmiş bir soğutma sistemi içermelidir. Doğru yerleştirilmiş soğutma kanalları, düzgün sıcaklık dağılımı sağlar, deformasyonu azaltır ve çevrim süresini kısaltır. Çoklu boşluklu enjeksiyon kalıplamada, tutarlı parça kalitesi için tüm boşluklarda dengeli soğutma şarttır.

6.2 Kapı ve Koşucu Optimizasyonu
Plastik enjeksiyon kalıplarında giriş noktası ve yolluk sistemi, akış davranışını önemli ölçüde etkiler. Doğru tasarlanmış giriş noktaları, eksik dolumları, akış çizgilerini ve düzensiz dolumu önlemeye yardımcı olur. Çoklu boşluklu kalıp tasarımında, dikkatli yolluk dengelemesi, tüm boşlukların aynı anda dolmasını sağlayarak kozmetik ve boyutsal tutarlılığı artırır.
6.3 Eğim Açısı ve Yüzey Bitirme İşlemi
Kalıp boşluğu ve kalıp çekirdeği boşluğundaki eğim açıları, parçaların düzgün bir şekilde çıkarılmasını kolaylaştırır. Doku veya ayna cilası gibi yüzey işleme hususları, parçanın nihai görünümünü etkiler. Kalıp boşluğu ve çekirdek kalıplamada bu ayrıntılara dikkat edilmesi, hem işlevsel hem de estetik kaliteyi sağlar.
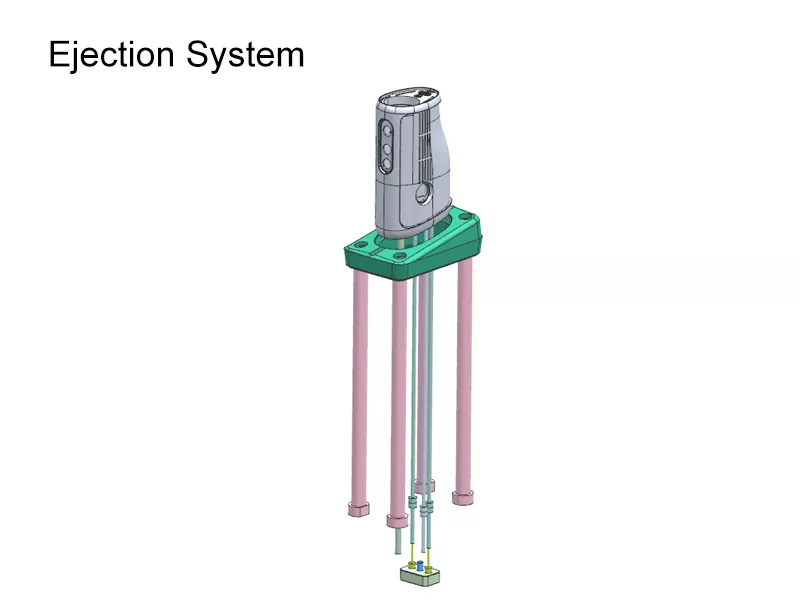
6.4 Tahliye ve Havalandırma Sistemleri
Fırlatma mekanizmalarının ve havalandırma sistemlerinin doğru entegrasyonu, parçanın kolayca çıkarılması ve hava sıkışmasının önlenmesi için çok önemlidir. Hassas bir kalıp çekirdeği tasarımı, iyi planlanmış havalandırma delikleriyle birleştiğinde, kusurları azaltır, gerilimi en aza indirir ve çoklu boşluklu enjeksiyon kalıplama sistemlerinde istikrarlı seri üretimi sağlar.
7. Kalıp Boşluğu ve Kalıp Çekirdeğiyle İlgili Yaygın Kusurlar
7.1 Akış Çizgileri ve Kaynak İzleri
Erimiş plastik kalıp boşluğundan veya kalıp çekirdeğinin etrafından düzgün bir şekilde akmadığında genellikle akış çizgileri veya kaynak izleri ortaya çıkar. Kötü kalıp boşluğu tasarımı veya uygunsuz çoklu boşluklu kalıp tasarımı, görünür çizgilere yol açarak kozmetik kaliteyi düşürebilir. Enjeksiyon kalıp tasarımında giriş yeri ve yolluk sisteminin optimize edilmesi, bu kusurları en aza indirmeye yardımcı olur.
7.2 Çarpılma ve Büzülme
Çarpılma, parçanın farklı bölgelerinin eşit olmayan hızlarda soğuması durumunda meydana gelir. Bu durum genellikle kalıp boşluğunda veya kalıp çekirdeği boşluğunda dengesiz soğutmadan kaynaklanır. Plastik enjeksiyon kalıplarında boyutsal doğruluğu korumak ve deformasyonu önlemek için doğru soğutma sistemi tasarımı ve hassas çekirdek kalıplama teknikleri şarttır.
7.3 Kısa Çekimler
Kalıp boşluğunun tamamen doldurulmaması durumunda eksik enjeksiyon meydana gelir. Bu kusur genellikle kalıp çekirdeği veya kalıp boşluğu tasarımı, yetersiz havalandırma veya uygunsuz enjeksiyon parametreleriyle ilgilidir. Dikkatli çoklu boşluklu enjeksiyon kalıplama planlaması ve DFM analizi bu sorunu etkili bir şekilde önleyebilir.
7.4 Çökme İzleri ve Boşluklar
Kalıp çekirdeği ve kalıp boşluğunun tutarlı soğutma ve basıncı sağlayamadığı daha kalın parça bölümlerinde sıklıkla çökme izleri ve iç boşluklar oluşur. Uygun enjeksiyon kalıbı tasarımıyla birlikte çekirdek kalıplama ve boşluk kalıplama tasarımının optimize edilmesi, düzgün paketleme ve yüksek kaliteli parçalar sağlar.

8. Sonuç
Bu makale, enjeksiyon kalıplamada kalıp boşluğu ve kalıp çekirdeğinin rollerini , tanımlarını, farklılıklarını, tasarım hususlarını, yaygın kusurları ve malzeme seçimini ele alarak açıklamıştır. Çekirdek kalıplama, boşluk kalıplama ve çoklu boşluklu kalıp tasarımında en iyi uygulamaları takip etmek, yüksek kaliteli parçalar ve verimli plastik enjeksiyon kalıpları üretimi sağlar.
Kalıp gövdeleri ve kalıp boşlukları konusunda profesyonel destek için Alpine Mold, uzman enjeksiyon kalıp tasarımı ve kalıp üretim çözümleri sunmaktadır. Kalite, dayanıklılık ve tutarlı performans için kalıplarınızı optimize etmek üzere bugün bizimle iletişime geçin.
9. Sıkça Sorulan Sorular
9.1 Bir kalıbın iki ana bölümü nedir?
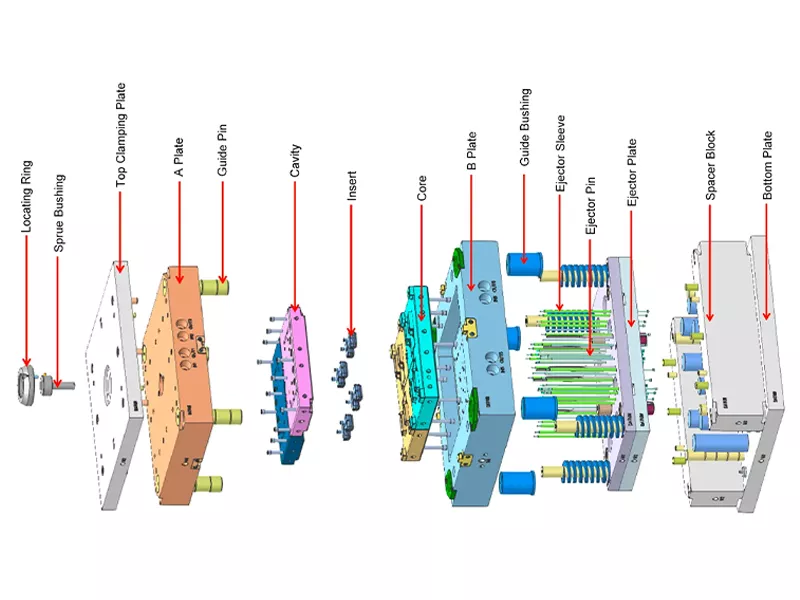
Tipik bir enjeksiyon kalıbı iki ana bölümden oluşur: parçanın dışını şekillendiren kalıp boşluğu (A tarafı) ve delikler, yuvalar veya girintiler gibi iç özellikleri oluşturan kalıp çekirdeği (B tarafı). Birlikte, parçanın tüm geometrisini tanımlarlar.
9.2 İki boşluklu kalıp nedir?
İki boşluklu kalıp, iki özdeş kalıp boşluğu içerir ve tek bir enjeksiyon döngüsünde aynı anda iki parçanın üretilmesine olanak tanır. Bu, çok boşluklu kalıp tasarımının bir türüdür ve tutarlı parça kalitesini korurken üretim verimliliğini artırır.
9.3 İkincil küf nedir?
İkincil kalıp, üst kalıplama, ek parçalar veya son işlem operasyonları gibi özellikler için kullanılan ek bir kalıbı ifade eder. Karmaşık parça geometrileri elde etmek için birincil kalıp çekirdeği ve kalıp boşluğu ile birlikte çalışır.
9.4 Bir kalıbın A yüzü ve B yüzü nedir?
A tarafı genellikle kalıp boşluğu tarafıdır ve genellikle parçanın kozmetik yüzeyini taşır. B tarafı ise kalıp çekirdeği tarafıdır ve iç özelliklerin oluşturulmasından ve çekirdek kalıplama işlemlerinin desteklenmesinden sorumludur. Her iki tarafın da doğru tasarımı, doğru kalıp boşluğu kalıplamasını, parça tutarlılığını ve sorunsuz çıkarmayı sağlar.