

-
Mart 2, 2026
- 0 Comment
Enjeksiyon Kalıplama Bileşenleri: Bilmeniz Gerekenler
Enjeksiyon kalıplama alanında , enjeksiyon kalıplarının yapısını anlamak, enjeksiyon kalıplama yöntemiyle üretilen parçaların başarılı seri üretimini sağlamanın anahtarıdır. Enjeksiyon kalıp bileşenleri, plastik ürünlerin boyutsal doğruluğunu ve yüzey kalitesini belirlemekle kalmaz, aynı zamanda çevrim sürelerini optimize etmede ve üretim maliyetlerini düşürmede de önemli bir rol oynar. Aşağıda, enjeksiyon kalıplarının yapısını ve bileşenlerini inceleyelim.
1. Enjeksiyon Kalıbının Temel Bileşenleri
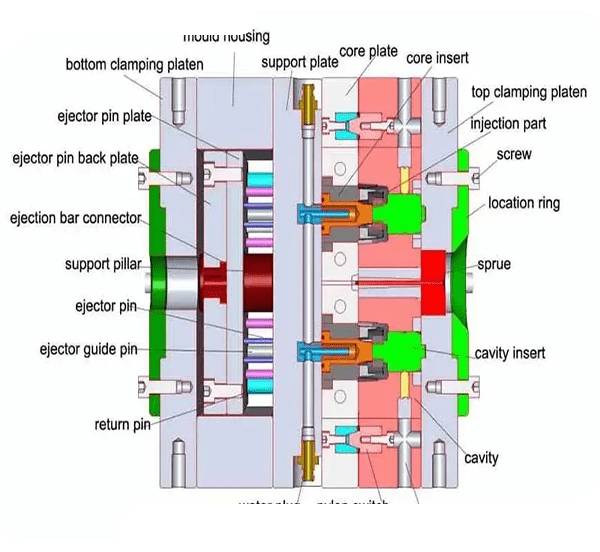
Plastik enjeksiyon kalıbının temel bileşenleri arasında kalıp taban yapısı, besleme sistemi, kalıplama sistemi, fırlatma sistemi, soğutma sistemi, havalandırma sistemi ve konumlandırma ve yönlendirme sistemi bulunur.
Ardından, bu kalıp bileşenlerinin isimlerini ve işlevlerini özetleyeceğim. Özel dikkat gerektiren bazı bileşenler için, önemli tasarım hususlarını da belirteceğim.
“Her gün bize düşen yükü üstlenirsek, kolayca idare edebiliriz. Ama eğer dünün yükünü bugün tekrar taşırsak ve sonra da yarının yükünü de eklemeden önce, bu yük bizim için çok ağır olur.”
Rebert Kosta

1.1 Kalıp Taban Yapısı
Kalıp tabanı, plaka seti veya kalıp takımı olarak da bilinir ve sadece bir plaka koleksiyonundan ibaret değildir. Tüm kalıbın hizalanmasını, rijitliğini, fırlatma stabilitesini, soğutma entegrasyonunu, kalıp değiştirme verimliliğini ve uzun vadeli bakım kolaylığını sağlayan temel görevi görür. Yaygın standart kalıp tabanı sistemleri arasında HASCO, DME, MISUMI ve LKM bulunur.
Kalıp tabanı aşağıdaki bileşenlerden oluşmaktadır: A tarafı plakası, B plakası, C plakası (ara plaka), üst sıkıştırma plakası, yolluk sıyırma plakası, destek plakası, ejektör tutucu plakası, ejektör plakası, alt sıkıştırma plakası ve diğerleri.

A Plakası: A plakası, sabit kalıp tarafında (A tarafı) bulunur ve boşluğun yerleştirilmesi ve desteklenmesi için temel şablon görevi görür. A plakası, ürünün yüzey kalitesini, ayırma çizgisinin uyumunu ve kalıbın genel rijitliğini doğrudan belirler. Enjeksiyon sırasında, erimiş plastik ayırma çizgisine muazzam bir basınç uygular ve bu nedenle A plakası bu kuvvete maruz kalan ilk şablondur. A plakası çok ince olursa, ayırma çizgisinin açılmasına ve çapak ve kozmetik kusurlara yol açabilir. Bu nedenle, malzeme seçimi dikkatlice değerlendirilmelidir. S50C, P20, 718, H13 veya S136 gibi yüksek rijitliğe sahip malzemeler seçin.
B Plakası: B plakası, hareketli kalıp tarafında (B tarafı) bulunur. Ürün çekirdeğini taşıyan ve doğrudan fırlatma sistemine bağlanan ana şablondur. B plakası, A plakasından daha karmaşık bir yapıya sahiptir ve ürünün sorunsuz, istikrarlı ve uzun süreli olarak fırlatılıp fırlatılamayacağını belirler. B plakası çok ince ve yeterli sertliğe sahip değilse, kötü fırlatmaya ve yetersiz soğutmaya yol açarak üründe beyaz izlere ve deformasyona neden olabilir. Fırlatma sisteminin yük taşıyıcı çekirdeği olarak B plakası, genellikle P20, 718 veya 718H gibi malzemelerden yapılmış, yeterince kalın ve sert olmalıdır.
C Plakası (Ara Plaka): Hareketli kalıp tarafında B plakasının altında konumlandırılan C plakası, fırlatma sistemi için hareket alanı sağlar, destek sunar ve B plakasını deformasyondan korumak için fırlatma reaksiyon kuvvetlerini emer. Kalıplama için işlevsel olmasa da, fırlatma düzgünlüğünü ve kalıp dayanıklılığını doğrudan belirler. C plakaları için yaygın kullanılan malzemeler arasında P20, 1.2311, 718, 1.2738, S50C, C45 vb. bulunur.
Üst Sıkıştırma Plakası: Üst sıkıştırma plakası, sabit kalıp tarafındaki en dıştaki plakadır ve o taraftaki ilk plaka görevi görür. İşlevi, kalıbı enjeksiyon kalıplama makinesine güvenli bir şekilde monte etmek, sıkıştırma kuvvetini ve enjeksiyon reaksiyon kuvvetini iletmek ve dağıtmak, hassas kurulum ve konumlandırma sağlamak ve kalıbın kaldırılmasını, bakımını ve güvenli taşınmasını kolaylaştırmaktır. Üst sıkıştırma plakası için yaygın olarak kullanılan malzemeler arasında P20 / 1.2311 / 718 / 1.2738 / S50C / C45 bulunur.
Yolluk Plakası: Yolluk plakası, üç plakalı bir kalıpta, üst sıkıştırma plakası ile A plakası arasında, sabit kalıp tarafında konumlandırılmış orta plakayı ifade eder. Ana yolluğu/besleme kanalını desteklemek ve şekillendirmek, yolluğun parçadan otomatik olarak ayrılmasını sağlamak ve bir giriş noktası oluşturmak için tasarlanmış yapısal bir plakadır.
Destek Plakası: Destek plakası, hareketli kalıp tarafında, B plakasının altına monte edilmiş yapısal bir plakadır. Çekirdek bölgesini desteklemek, fırlatma reaksiyon kuvvetlerini ve kalıplama gerilimlerini dağıtmak ve B plakasının deformasyonunu önlemek için kullanılır.
Fırlatma Tutucu Plakası: Fırlatma tutucu plakası, hareketli kalıp tarafında konumlandırılır. Fırlatma pimlerinin, fırlatma kovanlarının, fırlatma bloklarının ve diğer fırlatma bileşenlerinin konumlarını sabitlemek için kullanılan yapısal bir plakadır.
Fırlatma Plakası: Fırlatma plakası, hareketli kalıp tarafında (B tarafı) bulunur. Enjeksiyon kalıplama makinesinin fırlatma sistemine doğrudan bağlı olan güç plakasıdır ve fırlatma pimlerinin ve diğer fırlatma bileşenlerinin ileri ve geri hareketini sağlamaktan sorumludur.
Alt Sıkıştırma Plakası: Alt sıkıştırma plakası, hareketli kalıp tarafının en dış kenarında konumlandırılmıştır ve bu taraftaki son plakadır. Enjeksiyon kalıplama makinesinin hareketli kalıp plakasıyla doğrudan temas eden ve onu sabitleyen yapısal bir plakadır. Montajdan, kuvvet iletiminden, ejektör hizalamasından ve genel stabiliteden sorumludur.
1.2 Besleme Sistemi
Besleme sistemi, erimiş plastiği enjeksiyon kalıplama makinesinin memesinden kalıba taşır ve plastiğin kalıplama boşluğuna doğru, istikrarlı ve homojen bir şekilde iletilmesini sağlar. Ana yolluk, yolluk sistemi, giriş kapısı ve soğuk yolluk boşluğundan oluşan sistem, plastiğin kalıplama boşluğuna giriş yolu görevi görür.

Kalıp giriş kanalı (Sprue): Kalıp giriş kanalı, erimiş plastiğin enjeksiyon makinesi memesinden kalıba girdiği iç akış kanalı sisteminin ilk bölümüdür. Tipik kalıp giriş kanalı tipleri arasında konik kalıp giriş kanalları, düz delikli kalıp giriş kanalları ve sıcak yolluk sistemlerindeki kalıp giriş kanalları bulunur.
Kalıp giriş kanalı tasarımında şu faktörler dikkate alınır: konik tasarım, yüzey pürüzlülüğü, çap boyutu ve soğuk yolluk yuvası uyumu.
Yolluk: Döküm ağzı ile giriş kapısı arasında yer alan yolluk, erimiş plastiği döküm ağzından bir veya daha fazla boşluğa eşit şekilde dağıtan kanal yapısıdır. Yaygın yolluk tipleri arasında dairesel yolluklar, yarı dairesel yolluklar, yamuk/U şeklinde yolluklar ve sıcak yolluk sistemlerindeki yolluklar bulunur.
Temel yolluk tasarımı prensipleri: denge prensibi, boyutlandırma prensibi, kıvrım ve dallanma tasarımı, soğuk yolluk kuyusu koordinasyonu, yüzey durumu.
Besleme Kapısı: Besleme kapısı, besleme sistemini kalıplama sistemine bağlayan son geçit görevi görür. Çeşitli besleme kapısı tipleri mevcuttur; örneğin, sprue kapıları, denizaltı kapıları ve pim kapıları. Seçim, ürün gereksinimlerine göre belirlenir.
Giriş kapısı tasarımı için temel mühendislik hususları: giriş kapısı konumunun seçimi, giriş kapısı boyutları, ürün geometrisiyle ilişkisi, kalıp yapısıyla ilişkisi ve malzeme özellikleriyle ilişkisi.
Soğuk Akışkan Kuyusu: Soğuk akışkan kuyusu, enjeksiyon kalıbının besleme sisteminde, düşük sıcaklıktaki, kısmen soğutulmuş plastik eriyiği tutmak ve yakalamak için özel olarak tasarlanmış bir boşluk yapısıdır. Yaygın tipleri arasında düz delikli soğuk akışkan kuyuları, konik soğuk akışkan kuyuları, kademeli soğuk akışkan kuyuları ve çekme çubuklarıyla entegre edilmiş soğuk akışkan kuyuları bulunur.
Tasarım hususları: Konumlandırma, malzeme akış yönüyle doğrudan hizalanmalıdır; yeterli derinlik ve hacim gereklidir; ölü köşelerden kaçınılmalıdır; yüzey parlatma gereksizdir.
1.3 Kalıplama Sistemi
Kalıplama sistemi, bir kalıptaki temel fonksiyonel sistem olup, ürünün şeklini ve boyutlarını oluşturmaktan sorumludur. Ön kalıp, arka kalıp, ayırma yüzeyi, kalıplama ek parçaları, giriş yüzeyi, kapatma yüzeyi, çekirdek pimi yüzeyi, yastık bloğu ve yan çekirdek çekme (kaydırma) gibi yapıları içerir. Kalıplama sistemi, boşluk, çekirdek, ek parçalar ve ayırma yüzeyi gibi yapıları içerir.
Kalıp Boşluğu: Kalıp boşluğu, enjeksiyon kalıbında plastik ürünün dış şeklini ve görünümünü oluşturmak için kullanılan içbükey alandır. Ürünün şeklini ve görünüm kalitesini belirleyen temel kalıplama parçasıdır ve aynı zamanda enjeksiyon kalıbının en sezgisel parçası ve müşteri tarafından değeri en kolay algılanan parçadır. Kalıp boşluğu malzemesinin seçimi esas olarak ürünün görünüm gereksinimlerine, plastik malzemeye, yıllık ürün üretim ve kalıp ömrü gereksinimlerine, ürün yapısının karmaşıklığına ve parlatma ve işleme zorluğuna bağlıdır. Yaygın olarak kullanılan malzemeler arasında S136/1.2083, H13/SKD61, 718/1.2738 vb. bulunur.
Diş kalıbı tasarımında öncelik verilen noktalar şunlardır: boyutsal doğruluk ve büzülme telafisi, yüzey kalitesi ve dokusu, ayırma çizgisi konumu, havalandırma tasarımı, rijitlik ve gerilme direnci.
Çekirdek: Çekirdek, enjeksiyon kalıbında plastik ürünün iç şeklini, iç boşluğunu ve fonksiyonel yapılarını oluşturmak için kullanılan dışbükey kalıplama bileşenidir. Ürünün monte edilebilir olup olmadığını, kullanılabilir olup olmadığını ve kalıptan çıkarmanın sorunsuz olup olmadığını belirler. Çekirdek malzemesinin seçimi esas olarak plastik malzemeye, yıllık ürün çıktısına ve kalıp ömrü gereksinimlerine ve ürünün iç yapısının karmaşıklığına bağlıdır. Yaygın olarak kullanılan malzemeler arasında S136/1.2083, H13/SKD61, 718/1.2738/P20 vb. bulunur.
Ana tasarımda öncelik verilen noktalar şunlardır: çekme açısı, yüzey durumu, rijitlik ve kırılmaya karşı dayanıklılık tasarımı, soğutma tasarımı ve fırlatma sistemiyle koordinasyon.
Kalıp içi parçalar: Kalıp içi parçalar, enjeksiyon kalıbında ürünün kalıplama alanının bir bölümünün çıkarılabilir bağımsız bir parça haline getirilip kalıp boşluğuna veya çekirdeğine yerleştirildiği kalıplama bileşenlerini ifade eder. Kalıp içi parçaların kullanımı, kalıp bakımını iyileştirmeye, karmaşık yapıların işlenmesini kolaylaştırmaya, soğutma ve ısı dağılımı sorunlarını çözmeye ve daha sonraki modifikasyon ve yükseltmeleri desteklemeye yardımcı olur. Yaygın kalıp içi parça türleri arasında boşluk parçaları, çekirdek parçaları, yerel fonksiyonel parçalar ve değiştirilebilir tanımlama parçaları bulunur.
Kalıplama parçalarının yapısal tasarımında konumlandırma yöntemleri, sabitleme yöntemleri, ayırma çizgisi işlemi ve havalandırma tasarımı önceliklendirilir.
Ayırma Yüzeyi: Ayırma yüzeyi, enjeksiyon kalıbında, kalıp kapanması sırasında sabit kalıp (A tarafı) ve hareketli kalıp (B tarafı) temas ederek sızdırmaz bir kalıplama alanı oluşturan arayüzü ifade eder. Ayırma yüzeyi, ürünün görünümünün sınır çizgilerini belirler ve kalıptan çıkarma yönünü ve yöntemini etkiler. Yaygın ayırma yüzeyi türleri şunlardır: düzlemsel ayırma yüzeyleri, kavisli ayırma yüzeyleri ve kademeli ayırma yüzeyleri.
Kalıp ayırma yüzeyi tasarımında aşağıdaki noktalar dikkate alınmalıdır: görünümün önceliklendirilmesi, kolay kalıptan çıkarmanın sağlanması, rijitliğin garanti edilmesi, kontrol edilebilir havalandırmanın sağlanması ve ayırma yüzeylerinin sayısının en aza indirilmesi.
1.4 Fırlatma Sistemi
Kalıp açıldıktan sonra soğutulmuş ve şekillendirilmiş plastik ürünün kalıptan güvenli, sorunsuz ve deformasyon olmadan çıkarılmasından sorumlu olan sistem, ürünün kalıptan çıkarılma kalitesini, görünüm kalitesini ve kalıp ömrünü belirleyen en önemli kalıp sistemlerinden biridir. Yaygın çıkarma yöntemleri arasında ejektör pimi ile çıkarma, ejektör manşonu ile çıkarma, ejektör bloğu ile çıkarma, ejektör plakası ile çıkarma ve hava ile çıkarma yardımı bulunur.
Fırlatma sistemi aşağıdaki temel bileşenlerden oluşmaktadır:
Fırlatma Elemanları: Fırlatma elemanları başlıca fırlatma pimleri, fırlatma kovanları, fırlatma bıçakları, fırlatma blokları, sıyırma plakaları, hava fırlatıcıları ve kaldırıcıları içerir.
Fırlatma pimi tutucu plakası: Bu plaka esas olarak fırlatma pimi başlarını sabitlemek için havşa açılmış veya kademeli sabitleme deliklerini, fırlatma pimi geçiş deliklerini, fırlatma plakasına bağlantı için vida deliklerini ve geri dönüş pimleri ve kılavuz pimleri gibi fırlatma bileşenlerinin geçişi veya işbirliği için delikli yapıları içerir.
Fırlatma Plakası: Bu plaka, fırlatma pimi geçiş deliklerini, manşon fırlatma deliklerini, açı pimi/kaldırma çubuğu deliklerini, fırlatma kılavuz pimi deliklerini, geri dönüş pimi deliklerini, fırlatma çubuğu temas noktalarını ve vida bağlantıları için cıvata deliklerini içerir.
Geri Dönüş Sistemi: Geri dönüş pimleri, yaylar ve gaz yayları.
Fırlatma Kılavuz Sistemi: Fırlatma kılavuz pimleri, fırlatma kılavuz burçları, durdurma pimleri ve durdurma blokları.
Yanlış tasarlanmış bir püskürtme sistemi, püskürtme işlemi sırasında deformasyon, beyazlama veya çatlama gibi enjeksiyon kalıplama kusurlarına yol açabilir. Bu nedenle, püskürtme sistemini rasyonel bir şekilde tasarlamalı ve aşağıdaki tasarım prensiplerine uymalıyız: püskürtme “düzgün” olmalı, püskürtme pimleri görünür yüzeye yerleştirilmemeli, püskürtme stroku yeterli olmalı ve püskürtme sistemi sorunsuz çalışmalıdır.
1.5 Havalandırma Sistemi
Havalandırma sistemi, enjeksiyon kalıplama işlemi sırasında hava, gazlar ve uçucu maddelerin kalıp boşluğundan sorunsuz bir şekilde dışarı atılmasını sağlayan ve erimiş plastik tarafından hapsedilmesini önleyen yapısal bir sistemdir. Havalandırma sistemi tipik olarak şu tipleri içerir: ayırma çizgisi havalandırması, ejektör pimi havalandırması, havalandırma olukları/kanalları ve insert havalandırması.
Yanlış tasarlanmış bir havalandırma sistemi, yanma, eksik dolum ve gaz izleri gibi kalıplama hatalarına yol açabilir. Havalandırma yeri tasarımında dikkate alınması gerekenler şunlardır: havalandırma yeri, doldurulacak son noktaya yerleştirilmelidir, yalnızca ayırma çizgisi havalandırmasına güvenilmemelidir, havalandırma oluğunun derinliği, malzeme çapaklanması için kritik değerden daha az olmalıdır ve havalandırma oluğu önde daha dar, arkada daha geniş olmalıdır, vb.
1.6 Soğutma Sistemi
Soğutma sistemi, kalıplama işlemi sırasında erimiş plastik tarafından üretilen ısıyı hızla uzaklaştıran, plastiğin katılaşmasını ve şekil almasını sağlayan ve sorunsuz kalıptan çıkarma imkanı sunan bir sistemdir. Soğutma sistemlerinin türleri şunlardır: düz delikli kanallar, paralel soğutma, seri soğutma, bölmeli soğutma, kabarcıklı soğutma, spiral soğutma, uyumlu soğutma, ek parça soğutma vb.
Soğutma sistemi sadece kalıba açılan birkaç delikten ibaret değildir; çeşitli temel bileşenlerden oluşur:
İç Kanal Yapısı: Soğutma kanalları ve manifoldlar
Yönlendirme ve Dağıtım Elemanları: Bölmeler, kabarcıklandırıcılar, termal pimler/ısı boruları
Bağlantı ve Sızdırmazlık Elemanları: Konnektörler/nipeller, tapalar, o-ringler
Harici Ekipman: Kalıp sıcaklık kontrol cihazı ve soğutucu
Soğutma sistemi tasarımı için dikkate alınması gerekenler: Soğutma homojen olmalıdır; ısı yoğunlaşmış alanlarda soğutma artırılmalıdır; soğutma kanalları, mukavemeti koruyarak kalıp boşluğuna mümkün olduğunca yakın olmalıdır; hem kalıp çekirdeği hem de kalıp boşluğu bağımsız soğutmaya sahip olmalıdır, vb.
1.7 Konumlandırma Sistemi
Konumlandırma sistemi, montaj ve ayarlama sırasında erkek ve dişi kalıp yarıları arasında doğru yönlendirme ve hassas hizalamayı sağlayan yapısal bir mekanizmadır. Başlıca yapısal tipleri şunlardır: Konik Kilitler; Düz Kilitler; Dübel Pimleri; Ayırma Hattı Kilitleri; Kayar Konumlandırma; Kaldırıcı Konumlandırma; Ekleme Konumlandırma; ve Yerleştirme Halkası.
Konumlandırma Sistemleri için Tasarım Prensipleri: Konumlandırma yapıları boşluğun yakınında bulunmalıdır.
– Konik açılar makul olmalıdır (genellikle 5°–10°).
– Konumlandırma blokları değiştirilebilir olmalıdır.
– Önce yönlendirme kontakları, ardından konumlandırma sonrasında kilitleme işlemi yapılır.
– Büyük kalıplar çok noktalı konumlandırma gerektirir.
1.8 Yönlendirme Sistemi
Kılavuz sistemi, kalıbın tüm hareketli parçalarının açma ve kapama işlemleri sırasında hassas yörüngeleri izlemesini sağlayarak, yanlış hizalama ve çarpışma hasarını önleyen yapısal bir mekanizmadır. Kılavuz sistemi şunlardan oluşur: kılavuz direği , kılavuz burcu , iç kılavuz pimleri, ejektör kılavuz pimi, ejektör kılavuz burcu, kızak kılavuz rayı, açı pimi, kaldırıcı kılavuzu ve geri dönüş sistemi kılavuzu ve daha fazlası.
Yönlendirme Sistemi Tasarımında Dikkat Edilmesi Gerekenler: Sert darbeleri önlemek için yönlendirme direkleri, blokları yerleştirmeden önce temas etmelidir; Yağlama zorunludur; Kayar yönlendirme yüzeyleri yeterince büyük olmalı ve yeterli yönlendirme direği uzunluğuna sahip olmalıdır; Tek taraflı gerilimi önlemek için simetrik düzenleme gereklidir.
2. Sonuç
Yukarıda bahsedilen yapılar, enjeksiyon kalıbının temel bileşenlerini oluşturur ve ürün kalitesini, üretim verimliliğini ve kalıp ömrünü belirleyen son derece koordineli bir sistem meydana getirir. Hassas mühendislikle tasarlanmış bir kalıp, sadece çelik ve yapıdan ibaret değildir; plastik parçaların istikrarlı, uzun vadeli seri üretimini daha iyi sağlamak için bu sistemlerin nasıl birlikte çalıştığını anlamakla ilgilidir.
PqMold olarak, bileşen optimizasyonuna ve sistem entegrasyonuna büyük önem vererek, hassas enjeksiyon kalıplarının tasarımı ve üretiminde uzmanlaşmış bulunuyoruz . 24 yıllık mühendislik uzmanlığımız ve gelişmiş üretim yeteneklerimizle, müşterilerimizin karmaşık ürün tasarımlarını güvenilir, üretime hazır kalıp çözümlerine dönüştürmelerine yardımcı oluyoruz. Enjeksiyon kalıplarıyla ilgili herhangi bir talebiniz varsa, bugün bizimle iletişime geçin !
3. Sıkça Sorulan Sorular
3.1 Enjeksiyon Kalıbının Ortalama Maliyeti Nedir?
Kalıpların tipik fiyat aralığı genellikle 1.000 ila 100.000 dolar arasında değişmekte olup, ortalama fiyat 15.000 dolardır.
Prototip kalıp fiyatları 800 ila 5.000 dolar arasında değişmektedir.
Basit üretim kalıplarının fiyatları 3.000 ila 6.000 dolar arasında değişmektedir.
Orta karmaşıklıkta üretim kalıplarının fiyatları 6.000 ila 15.000 dolar ve üzeri arasında değişmektedir.
Büyük ölçekli veya yüksek hacimli üretim kalıplarının fiyatları 15.000 dolardan 100.000 doların üzerine kadar değişmektedir.
3.2 Enjeksiyon Kalıbı Yapımı Ne Kadar Sürer?
Enjeksiyon kalıplama yöntemiyle üretim, ürün tasarımının karmaşıklığına bağlı olarak genellikle 2 ila 20 hafta sürer.
Genellikle basit bir kalıbın tamamlanması 2 ila 4 hafta sürer.
Orta derecede karmaşık bir kalıbın tamamlanması 4 ila 8 hafta veya daha uzun sürebilir.
Son derece karmaşık bir kalıbın tamamlanması genellikle 8 ila 20 hafta sürer.
3.3 Enjeksiyon Kalıpları Hangi Malzemelerden Yapılır?
Enjeksiyon kalıpları alüminyum veya çelik malzemeden yapılır.
Alüminyum: 7075, 6061, 5052 ve daha fazlası.
Çelik: P20, NAK80, 718, 718H, 738, S136, H13, S7, 420, SKD61 ve daha fazlası.
3.4 Enjeksiyon kalıbının kullanım ömrü ne kadardır?
101. Sınıf: Yüksek hacimli işlemler için 1.000.000+ döngü.
Sınıf 102: Orta-yüksek hacimli işlemler için 1.000.000 döngüye kadar.
Sınıf 103: Orta hacimli kullanım için 100.000 ila 500.000 döngü.
Sınıf 104: Düşük hacimli kullanım için 100.000 döngünün altında.
Prototip için 500 döngünün altında olan 105. sınıf.